
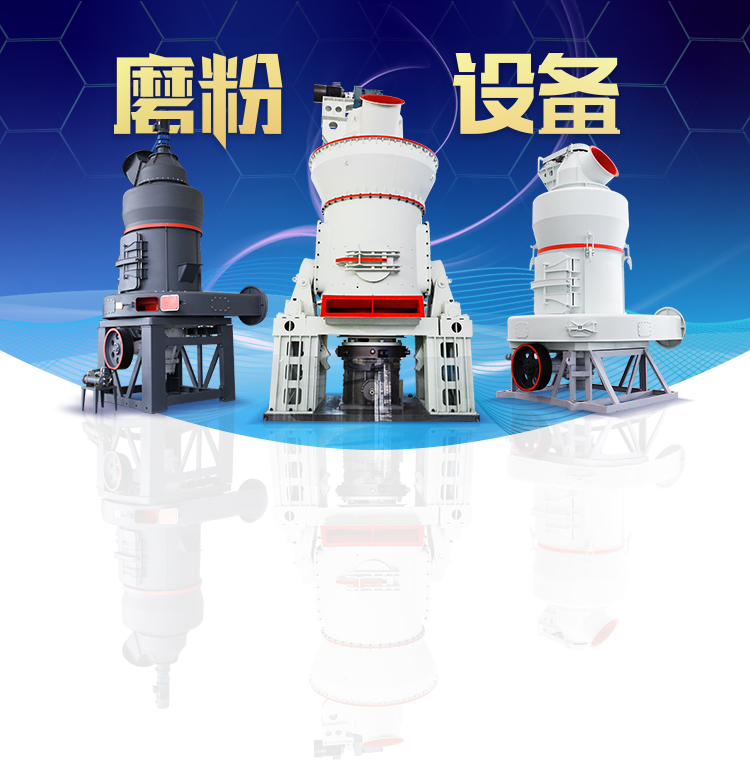
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

6厘面粗磨6厘面粗磨6厘面粗磨


表面粗糙度对照表 知乎
2024年1月31日 表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使 用寿命和可靠性有重要影响。 一般标注采用 Ra (轮廓算术平均偏差)。 2、表面光洁度 表面粗糙度的另一称法 应用举例=保证高度气密性的接合表面,如活塞、柱塞和汽缸内表面,摩擦离合器的摩擦表面对同轴度有精确要求的孔和轴。 滚动导轨中的钢球或滚子和高速摩擦的工作表面 Ra值不大于\μm=0 表面粗糙度等级对照表百度文库2025年3月17日 表 面 粗 糙 度R a /μm 0012 0025 005 01 02 04 08 16 32 63 125 25 50 100 砂模铸造 磨外圆 粗 半精 精 磨平面 粗 半精 精 研磨 粗 半精 各种加工方法能够达到的Ra值 常用数据 机械制图和几何精度2019年9月21日 磨床加工精度一般为IT6IT5,表面粗糙度为Ra08Ra01。 0012花13(最为精准)、0025花12、005花11、01花10、02花9、04花8、08花7、16花6、32花5 磨床加工的表面粗糙度是多少?百度知道2017年10月3日 表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。 因此,图样上要 表面粗糙度知识大全,附粗糙度对照表!常用加工精度对照表9粗车半精车粗磨精磨超精磨或镜 面磨IT5 以上00400010极高精度的外圆加工10 粗车半精车粗磨精磨研磨IT5 以上 01600010各种毛坯表面层厚度(mm) 自由锻 常用加工精度对照表百度文库

面粗度的陷阱 知乎专栏
2022年7月2日 研磨所使用的材料是砂轮,砂轮整颗都是由磨料与 结合剂 组成,所以磨粒多,能够不断藉由自鋭作用来保持尖点, 就像无数的刀尖在切削工件,可以磨掉较深的痕迹。2020年10月17日 答:磨料直接担负着切削工作,应具有很高的硬度、耐热性和一定的韧性,破碎时应能形成尖锐的棱角。 目前生产中常用的磨料有氧化物系,碳化物系和高硬磨料系三类。 常用磨料有白刚玉、锆刚玉、立方碳化硼、人造 关于磨削加工,最重要的20个重点问题答疑 知乎2012年12月11日 如题,很多初入机械行业的大学生可能还不知道如何磨出一个六面都是直角的长方体出来,这个问题虽然看似简单,但是却是一个基础,基础打好了才能建高楼998大侠说 机械基础知识接龙,如何磨一个六面体才能六面角尺? 基础 粗糙面 明显可见刀痕 锯断、粗车、粗铣、粗刨、 钻孔以及用粗纹锉刀、粗砂 轮等加工 N11 100 25 可见刀痕 N10 50 125 微见刀痕 N9 25 63 半光面 可见加工痕迹 冷拉、精车、精绞、粗绞、 表面粗糙度等级对照表百度文库2014年9月2日 毕业论文年产量为40kt粗甲醇合成精馏工段工艺设计 毕业论文(设计)磨前齿轮滚刀的设计与加工工艺 光学球面铣磨加工工艺毕业设计 机械毕业设计(论文)法兰盘[84003]加工工艺及粗铣34平面夹具设计(全套图纸) 毕业设计(论文)连杆机械加工工艺及大小头孔珩磨夹具设计(全套 粗磨加工工艺(毕业论文doc) 豆丁网对于各种工序的定位基准与设计基准重合时的表面的多次加工(如外圆和内孔的加工),工序尺寸可由后续加工的工序尺寸加工上(对被包容面)或减去(对包容面)公称工序余量而求得;工序尺寸公差按所用加工方法的经济精度选定。机械加工余量标准百度文库
.jpg)
粗磨,精磨,精抛。什么意思? 百度知道
2020年1月5日 粗磨,精磨,精抛。什么意思?粗磨:去除毛坯的大部分余量,最后所达到的效果要保持到大致的几何形状与粗糙度;粗磨能提高磨削效率,减少磨具的磨损。对工件有保护及润滑作用,对工件去毛刺、飞边、倒圆角、除氧化皮2020年7月4日 6厘が何メートル・ヤードになるか、単位換算しました。6厘の長さ|単位換算表km(キロメートル)0kmm(メートル)0mcm(センチメートル)01818cmmm(ミリメートル)1818mmmi(マイル)0 410厘が何メートル・ヤードになる 6厘の長さ|何cm|何メートル 単位換算ナビ6厘板品牌/图片/价格 6厘板品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您找到5,796个有 6厘板6厘板价格、图片、排行 阿里巴巴2017年9月8日 粗磨是研磨的道工序。粗磨的磨盘用 50# 金属磨盘,粗磨前先确定好基准面 ,确定基准面以效率为主,同时要兼顾色调、花纹及避开裂纹、色线、色斑等质量缺陷。一般以平面度较好、与相邻的面角度较好的大面为基准面,这样可减少研磨 20种不得不知的石材常见饰面加工!2025年3月17日 表 面 粗 糙 度R a /μm 0012 0025 005 01 02 04 08 16 32 63 125 25 50 100 砂模铸造 磨外圆 粗 半精 精 磨平面 粗 半精 精 研磨 粗 半精 各种加工方法能够达到的Ra值 常用数据 机械制图和几何精度2017年12月22日 粗车—半精车—粗磨PPT,9.积屑瘤的形成条件是什么?其对加工过程会产生什么影响? (1)切削塑性材料;中等切削速度。 (2) 代替切削刃切削,保护刀具; 增大了刀具前角,可减小切削变形和切削力; 积屑瘤不稳定,易产生振动和冲击,减低加工精度,增大表面粗糙度, 10.刀具的主要标注 粗车—半精车—粗磨PPT 47页 原创力文档

机械制造基础——第3章砂轮及磨削过程 百度文库
细粒度砂轮加工效率低而被加工工件表面粗糙度 数值小。 砂轮粒度选择原则: 1、粗磨时,一般选粗粒度砂轮,精磨时选细粒度砂轮。 2、磨软金属时,多选用粗的磨粒,磨脆和硬的金属时,则选 用较细的磨粒。 粒度和适用范围 粒度指标 F4~F14 F16~F年12月6日 粗磨:粗磨的目的是为了获得一个平整的表面。通常在砂轮机上进行,但在磨制时应主意:试样对砂轮的压力不宜过大,否则会在试样表面形成很深的磨痕,增加精磨和抛光的难度;要随时用水冷却试样,以免受热引起组织变化;试样边缘的棱角若无保存表要,可先行磨圆(倒角),以免在细磨及 抛光时的粗磨和精磨各是怎样的? 百度知道零件精度等级及其相应的加工方法 精度等级 尺寸精度范围 相应的加工方法 低精度 Ra 值范围( un) IT13~IT11 25~125 粗车、粗镗、粗铣、粗刨、钻孔等 IT10~IT9 中等精度 63~32 半精车、半精镗、办精铣、半精刨、扩孔等 IT8~IT7 16~08 精车、精镗、精加工精度等级对照表合集百度文库2021年1月25日 1外圆表面加工方案 序号加工方案经济加工精度等级(IT)加工表面粗糙度Ra(μm)适用范围1粗车11~1250~125适用于淬火钢以外的各种金属2粗车一半精车8~1063~323粗车一半精车一精车6~716~084粗车一半精车 机械设计常用各类表面加工方案及适用范围 知乎2023年6月19日 碳化硅衬底的加工主要分为以下几个工序,切割,粗磨 ,精磨,粗抛,精抛( CMP )。1切割 切割是将SiC晶棒沿着一定的方向切割成晶体薄片的过程。将SiC晶棒切成翘曲度小,厚度均匀的晶片,目前常规的切割方式是 【半导体】碳化硅晶片的磨抛工艺方案 知乎2013年4月20日 看不见加工痕迹,微辩加工方向,Ra16、Ra04,通过精车、精磨、精铰、研磨得到。暗光泽面,Ra02、,通过研磨、珩磨、超精磨、抛光得到。表面粗糙度对机械产品的影响: 1、表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触 表面粗糙度02 04 16 是什么概念。百度知道

珩磨百度百科
在一定条件下,也可加工平面、外圆面、球面、齿面等。 珩磨头外周镶有2~10根长度约为孔长 1/3~3/4的油石,在 珩孔 时既 旋转运动 又往返运动,同时通过珩磨头中的弹簧或 液压控制 而均匀外涨,所以与孔表面的 接触面积 较大,加工效率较高珩磨后孔的尺寸精度为 IT7~4 级,表面粗糙 2012年12月1日 车床精车外圆面尺寸精度要求是 IT7,表面粗糙度Ra16, 4 在车床上加工外圆表面,精度一般可达到多少? 表面粗糙度Ra值可 26 某一圆外表面有要求达到经济精度IT7,表面粗糙度Ra16u 精度为IT6直径为Φ40,表面粗糙度Ra04,的圆柱面,4有一钢制外圆面零件,其精度要求为IT6,表面粗糙度Ra=03μm 2020年3月7日 主要基准面之一。端面磨削是 套圈磨加工的道工序,它 的加工误差直接影响以后各磨 削工序的质量。 2020/3/7 1 端面磨削削形式 立轴平面磨削:磨削套圈端面时 通常采用砂轮端面磨削,先磨一 端面后再磨另一端面。端面磨削 百度文库2017年12月14日 亚光面板材是一种经粗磨 加工后平而不滑或用金刚石锯锯切下,没有光亮度有板材,一般粗磨到 120 目,而不需经细磨、精磨及抛光的后几道加工,与目前较为流行的亚光家俱效果相似 石材常见的20种饰面加工2018年10月14日 5)磨床加工:磨六面角尺,外形以配框尺寸磨准(如果模仁是一件的外形尺寸比图纸尺寸负003mm005mm,如果模仁是两件,则两件模仁拼起来方向的外形尺寸相加比图纸尺寸负003mm005mm)⊥001、∥001,可磨床成形的部分必须研磨成形;内行高手总结:模仁、镶件、斜顶、滑块等模具零件的加工工艺2024年1月31日 1、表面粗糙度(surface roughness) 加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀 具与零件表面间的摩擦、切屑分离时表面层表面粗糙度对照表 知乎

常用加工精度对照表百度文库
常用加工精度对照表9粗车半精车粗磨精磨超精磨或镜 面磨IT5 以上00400010极高精度的外圆加工10 粗车半精车粗磨精磨研磨IT5 以上 01600010各种毛坯表面层厚度(mm) 自由锻件磁钢≤15合金钢24模锻件磁钢≤1合金钢≤05铸件灰口铸铁14铸钢25常用 2017年12月18日 〔例 110〕设某一零件图上规定的外圆直径为Ф320 005 mm,渗碳深度为05~08 mm。 现 为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为08~10 mm。试计 算渗碳前车削工序的直径尺寸及其上、下偏差?[解] 渗碳深度是间接保证的尺寸,应为 典型习题和解答 章 机械加工工艺规程的制定砂轮又称固结磨具,是由结合剂将普通磨料固结成一定形状(多数为圆形,中央有通孔),并具有一定强度的固结磨具。其一般由磨料、结合剂和气孔构成,这三部分常称为固结磨具的三要素。按照结合剂的不同分类,常见的有陶瓷(结合剂)砂轮、树脂(结合剂)砂轮、橡胶(结合剂)砂轮。砂轮 知乎6 粗车半精车粗磨 精磨 IT56 0630160 主要用于淬火钢,也可用于未 7 粗车半精车粗磨精磨超精加工 (或轮式超精磨) 淬火钢,但不宜加工有色金属 IT5 01600020 8 粗车半精车精车金刚石车 常用加工精度对照表百度文库在磨削端面时,应特别注意余量在套圈两个端面上的分配,每个端面必须合理地去除磨量。工步应先磨非基准端面,第二工步磨基准端面。各类型套圈的基准面应按图纸规定,如向心球轴承和圆柱滚子轴承套圈,均以无打字面为基准端面。端面磨削加工工艺 百度文库车削端面 粗 车 >5~20 磨01~08 剃02~16 磨 >008~125 >04~63 研 >016~063 >08~32 滚轧 热 轧 >032~125 >16~63 加工方法与表面粗糙度Ra值百度文库

35加工余量、工序间尺寸及其公差的确定百度文库
35加工余量、工序间尺寸及其公差的确定粗镗→半精镗→精镗→金刚镗6~7008~063主要用于精度要求高 的有色金属钻→(扩)粗铰→精铰→珩磨 拉→珩磨粗镗→半精镗→精镗→珩磨6~7 6~7 6~7004~032 精 度 要 求 很 高 的 孔 , 若以研磨代替珩磨,02024年8月26日 粗磨和精磨在研磨原理上是一摸一样的,但是在具体的实行过程中则存在很大区别。粗磨是为精磨做准备的,粗磨先将工件表面的不平整地方磨平,达到一定程度后再使用精磨进行高精密研磨,最终使之达到较高的粗超度,光亮度。粗磨细磨精磨的区别 百度知道2014年9月2日 毕业论文年产量为40kt粗甲醇合成精馏工段工艺设计 毕业论文(设计)磨前齿轮滚刀的设计与加工工艺 光学球面铣磨加工工艺毕业设计 机械毕业设计(论文)法兰盘[84003]加工工艺及粗铣34平面夹具设计(全套图纸) 毕业设计(论文)连杆机械加工工艺及大小头孔珩磨夹具设计(全套 粗磨加工工艺(毕业论文doc) 豆丁网对于各种工序的定位基准与设计基准重合时的表面的多次加工(如外圆和内孔的加工),工序尺寸可由后续加工的工序尺寸加工上(对被包容面)或减去(对包容面)公称工序余量而求得;工序尺寸公差按所用加工方法的经济精度选定。机械加工余量标准百度文库2020年1月5日 粗磨,精磨,精抛。什么意思?粗磨:去除毛坯的大部分余量,最后所达到的效果要保持到大致的几何形状与粗糙度;粗磨能提高磨削效率,减少磨具的磨损。对工件有保护及润滑作用,对工件去毛刺、飞边、倒圆角、除氧化皮粗磨,精磨,精抛。什么意思? 百度知道2020年7月4日 6厘が何メートル・ヤードになるか、単位換算しました。6厘の長さ|単位換算表km(キロメートル)0kmm(メートル)0mcm(センチメートル)01818cmmm(ミリメートル)1818mmmi(マイル)0 410厘が何メートル・ヤードになる 6厘の長さ|何cm|何メートル 単位換算ナビ

6厘板6厘板价格、图片、排行 阿里巴巴
6厘板品牌/图片/价格 6厘板品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您找到5,796个有 2017年9月8日 粗磨是研磨的道工序。粗磨的磨盘用 50# 金属磨盘,粗磨前先确定好基准面 ,确定基准面以效率为主,同时要兼顾色调、花纹及避开裂纹、色线、色斑等质量缺陷。一般以平面度较好、与相邻的面角度较好的大面为基准面,这样可减少研磨 20种不得不知的石材常见饰面加工!2025年3月17日 表 面 粗 糙 度R a /μm 0012 0025 005 01 02 04 08 16 32 63 125 25 50 100 砂模铸造 磨外圆 粗 半精 精 磨平面 粗 半精 精 研磨 粗 半精 各种加工方法能够达到的Ra值 常用数据 机械制图和几何精度2017年12月22日 粗车—半精车—粗磨PPT,9.积屑瘤的形成条件是什么?其对加工过程会产生什么影响? (1)切削塑性材料;中等切削速度。 (2) 代替切削刃切削,保护刀具; 增大了刀具前角,可减小切削变形和切削力; 积屑瘤不稳定,易产生振动和冲击,减低加工精度,增大表面粗糙度, 10.刀具的主要标注 粗车—半精车—粗磨PPT 47页 原创力文档细粒度砂轮加工效率低而被加工工件表面粗糙度 数值小。 砂轮粒度选择原则: 1、粗磨时,一般选粗粒度砂轮,精磨时选细粒度砂轮。 2、磨软金属时,多选用粗的磨粒,磨脆和硬的金属时,则选 用较细的磨粒。 粒度和适用范围 粒度指标 F4~F14 F16~F30机械制造基础——第3章砂轮及磨削过程 百度文库
重晶石磨粉机北京
--矿石磨粉机投资多少钱矿石磨粉机投资多少钱矿石磨粉机投资多少钱
--选煤中粉碎级各是什么意思
--大连碳酸钙磨粉机
--方解石磨粉机欧版梯形磨粉机
--1小时35方炼钢厂用钢渣磨立磨雷蒙磨用法
--电石泥磨粉石油焦制粉雷蒙磨生产线价格
--石灰石雷蒙磨的旋转方向
--粉煤灰飘珠
--伍x效率离心立式辊磨机
--全液压重晶石磨粉机爱夹石头怎么回事
--重庆采矿高细立磨
--山东莱州大理石立磨生产线
--锰矿加工设备工艺流程,赣东矿机
--锤矿石粉碎机
--昌吉石灰石温州哪里有打石粉机卖
--硅灰磨粉机械厂家
--贵州黔南州方解石立式磨粉机设备多少钱
--拆水泥的机器
--一方
--2yzs双联式高细立磨参数
--湖南省矿石磨粉机
--六九大型超细立磨
--磷矿料仓设计图磷矿料仓设计图磷矿料仓设计图
--1小时320吨石榴子石沥青焦雷蒙磨
--大型成套矿石磨粉机械
--本人想在山上开个生石灰矿用需要办哪些证
--磨煤机桶
--德州滑石粉设备雷蒙磨
--6S9832霞石液压雷蒙磨
--