
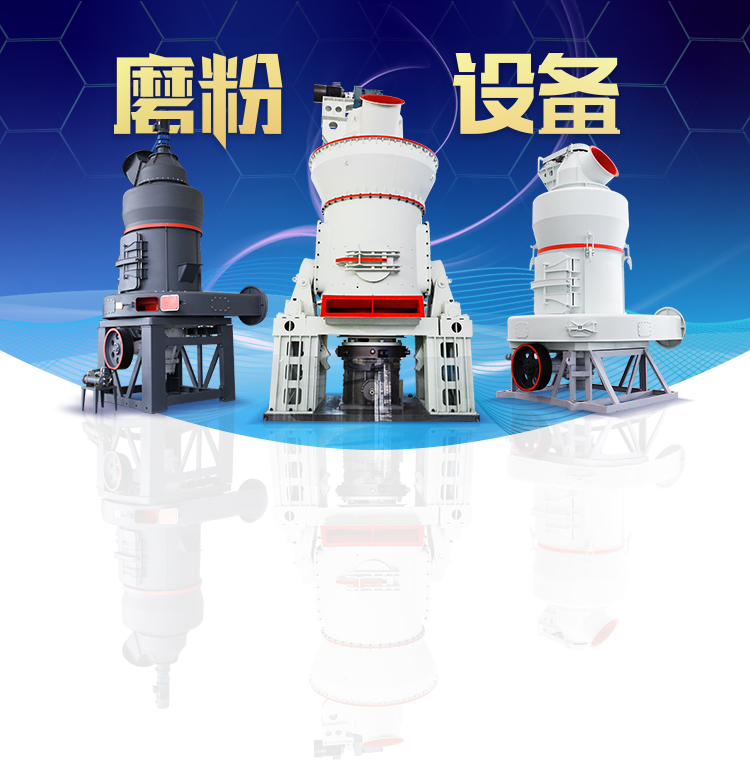
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

冲击转头刃磨


高手教你磨钻头,钻头没有所谓标准磨法,要看材料来定!
2023年7月18日 ,只要记住口诀 ,你就会磨钻头了,这才是正确的磨钻头方式,可不是随便磨一下就行,全网磨钻头最简单方法之一,这样磨很标准。,惊叹!!德国人是如何磨钻头?,磨钻头入门是一个漫长的过程, 2021年2月1日 刃磨钻头能掌握好以下6个技巧一般就没有什么问题了。1 磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨 手把手教你磨出锋利的麻花钻!钻头砂轮刃磨刃口修磨 2024年9月29日 钻头刃磨是保证钻孔质量的重要步骤,其方法和技巧如下: 刃磨前准备:检查钻头的切削部分是否磨损,形状是否满足要求,否则需进行刃磨。刃磨时,钻头的主切削刃应与砂轮面保持水平,确保整个刃口接触砂轮面。 刃 钻头刃磨知识详解,快收藏起来 CSDN博客2020年7月13日 4、接下来磨钻头的刃口,开始前用金刚笔修一修砂轮面,这样钻头贴上去时不弹,很平稳,磨得效果更好。 5、当两边的横刃磨好以后,在有棱角的地方,把刃槽梳理一遍,因为用于定心的钻头尖不能过大。钻头怎么磨又快又耐用? 知乎2015年12月10日 磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要 磨到。 这是钻头与砂轮相对位置的步,位置摆好再慢 正确的钻头刃磨方法 langfeng metallic2014年11月14日 常用的标准麻花钻虽然只刃磨二个主后刀面和修磨横刃,但在刃磨以后要保证顶角、横刃斜角以及两主切削长短相等,左右等高。 而且在修磨横刃以后,使钻头在钻孔过程 标准麻花钻头刃磨操作规范百度文库

钻头刃磨的方法、特点及其注意事项荣创刀具
2017年10月16日 为了使钻头的切削性能更好,使用一段时间后必须重新刃磨钻头的钻尖。 当然,功能与车刀的前角相当的螺旋角已由制造商在出厂时规定。 因此,钻头刃磨对象主要是钻 2016年12月2日 现磨出角度120度左右,然后再磨切削刃,就像刀具魔刃一样,但不能象刀一样的锋利。 磨得时候注意不要把钻头磨红了。 只要感觉烫手了,就应放入水中冷却。冲击钻的钻头钝了,不知道打磨方法。请高手给予指点。谢谢 钻头两刃磨好后,两刃锋尖处会有一个平面, 影响钻头的中心定位,需要在刃后面倒一下角, 把刃尖部的平面尽量磨小。 方法是将钻头竖起, 对准砂轮的角,在刃后面的根部,对着刃尖倒 钻头刃磨知识总汇 麻花钻及群钻 百度文库2025年3月21日 以习惯手为支点,拿稳钻头,另一只手轻握钻尾;钻头切削刃口水平贴靠砂轮水平处外缘,切削刃与砂轮外缘线的角度约为60°或略小一些;钻头在顺时针方向旋转的同时钻尾向下压约10度角,进行刃磨;钻头一次旋转30度角或稍大一些,注意不要磨到另一切削十大麻花钻品牌麻花钻头哪个牌子好Maigoo品牌榜 买购网十字刃电锤冲击钻头圆头方头6 8 10 12 14 16厘mm混凝土打墙钻头 6厘*110mm长【圆头/ 圆柄】 500+条评论 东成合金钻头四坑方柄电锤冲击钻头穿墙冲击钻头钻混凝土水泥电锤钻头 14x150mm 500+条评论 14mm冲击钻价格及图片表 京东2024年7月5日 不过它俩都是用钻头尖部的刃 切削式钻孔,所以钻出来的孔边沿会有一丢丢崩瓷。但好处是它可以继续钻后面的墙,如果你用的是冲击钻,钻孔档钻瓷砖,钻透后调到冲击档就可以直接给墙开孔了,一气呵成。老师傅都是这 终于有人把钻墙讲清楚了! 什么值得买
.jpg)
可以普及一下电钻和各种钻头的种类和作用吗? 知乎
2、表面不怎么光滑,通常是金黄色,刃很锋利割手,这种叫麻花钻头 ,用来打金属,钻孔时注意控制转速,必要时淋水冷却,不能启用冲击功能 3、通常是银黑色、刃很锋利但比较薄,有的中间会有一个尖,这是木工钻头,用来钻木头,钻孔时注意排屑 2025年1月7日 1如开钻头排屑槽,或螺旋形或直槽形,此工步也包含周刃负倒棱;接着加工钻尖刃口,包括钻尖齿隙部分和钻尖后角部分;接着进行钻头周刃刃背部分加工,磨出一定的落差量,确保钻头周刃外径部分与工件孔壁接触面按一定比例控制 2针对钻尖刃口负倒棱的加工,分为数控磨床加工或者人工手动 不懂钻头,如何搞加工? 百家号麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻规格有哪些?麻花钻头规格怎么样?下面我们就一起来看看麻花钻头规格表。【麻花钻规格表】麻花钻头规格与尺寸 麻花钻头规格表 买购网2025年3月20日 网络不给力,请稍后重试百度安全验证2020年4月28日 这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。 钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。钻头种类介绍,知识点都在这了!等材料2020年7月13日 4、接下来磨钻头的刃口,开始前用金刚笔修一修砂轮面,这样钻头贴上去时不弹,很平稳,磨得效果更好。5、当两边的横刃磨 好以后,在有棱角的地方,把刃槽梳理一遍,因为用于定心的钻头尖不能过大。6、最后钻头两边要尽量磨得均匀一致 钻头怎么磨又快又耐用? 知乎

手把手教你磨出锋利的麻花钻!钻头砂轮刃磨刃口修磨
2021年2月1日 这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。3 刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。2024年3月11日 刚好38节有点小红包,外加签到红包就想尝试下。先买了6mm和8mm的两个钻头,如果好用的话后面就再买一套。买偏心钻主要目的是手上有手枪钻,但是没有冲击钻和电锤,家里面偶尔装一个膨胀螺丝,偏心钻用处就比跟风买了偏心钻头,能不能代替冲击钻什么值得买2018年4月12日 新买回来的钻头使用前要磨吗这个好像力量小了点,不过效率低一点,但是自己偶尔用不会有多少工作量。可用一般的冲击钻头,硬质合金那种。钻孔时先用冲子在瓷片上冲出痕迹以便定位,钻孔时不要着急,慢一点质量好。如新买回来的钻头使用前要磨吗 百度知道2020年2月18日 而冲击钻头与电锤钻头的刀片都是不磨刃的,无论是冲击还是锤击除了旋转运动 还多了一个高强度的轴向运动,如果进行磨刃,特别是锤钻头,碰到较硬的石子或者钢筋分分秒秒就会把刀片崩掉 刀片在热处理后洛氏硬度一 中国耗材市场 之 一支迷茫的电锤钻头 知乎2022年11月21日 钻头怎样磨才能耐用好用!麻花钻的中心线必须偏离砂轮表面60度:这个角度就是麻花钻的角度。如果这个角度不一样,会立刻危及钻头上角的大小,主刃的外观,横刃的角度。这里是钻头芯线和砂轮表面的位置关系。取60,一钻头怎样磨才能耐用好用! 百度知道冲击钻头品牌/图片/价格 冲击钻头品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您找到 冲击钻头冲击钻头价格、图片、排行 阿里巴巴
.jpg)
【麻花钻知识百科】麻花钻规格 麻花钻的结构及角度 买购网
麻花钻头材料有哪些?麻花钻和冲击 钻有什么区别?麻花钻如何操作使用?下面,就来了解下麻花钻的百科知识 记忆常用的一块 30 °、60 °、90 °三角板中 60 °的角度,学生便于掌握。口诀一和口诀二都是指钻头刃磨 2023年9月18日 1博世 博世钻头的品牌度还是比较高的,有33支混合套装,套筒材质的为合金钢,耐冲击工具钢,高韧性坚固耐用的一款钻头。2东成 东成品牌度也是很高的,4支装,圆柄冲击钻,6,8,10,12mm,还是很不错的一款,价格上比较便宜,喜欢的可以哪个品牌钻头便宜质量又好,? 知乎2023年7月31日 本文将从外形和主用途上,分享7种常见的钻头及其用途,为大家带来关于钻头的一些知识分享。1、冲击 它的外部有多个锋利的齿刃,类似于锯齿,位于钻头 的边缘。开孔器钻头的底部通常为平坦设计,用于保持稳定并在钻孔过程中排出碎屑 绿林工具:盘点七种常用钻头,带你打开钻孔新世界 知乎2024年2月1日 重新刃磨钻头时,最好使用钻头刃磨专用机床或万能工具磨床,这对保证钻头使用寿命和加工精度非常重要。 如原来的钻型加工状态良好,可按原钻型重磨;如原钻型有缺陷,可按使用目的适当改进后面形状和进行横刃修磨。钻孔加工五大关键问题,搞定它们,横扫一切! 知乎2024年11月27日 您在查找冲击转头怎么磨锋利吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。冲击转头怎么磨锋利 抖音2022年3月7日 又称为枪管钻头。深孔钻头为直槽型,在圆管中切除四分之一强的部份以产生刃口排屑 。6、钻头 铰刀 :前端为钻头,后端为铰刀。钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头 图文讲解钻头分多少种?看图最直观! 知乎专栏

钢筋的噩梦!打孔时直接切断钢筋,什么钻头这么厉害?
2020年9月17日 为了解决这个问题,国外就有一家公司对这种冲击钻头进行了升级,这种新 并且还有两刃,四刃或者六刃。虽然说Rebar Demon硬质合金钻头在钻孔时再也不用去避开钢筋了,但是钢筋是用来帮助混凝土承受拉力和增加 2017年10月12日 2)、看钻头体是否磨损严重,如合金柱圆柱部分漏出钻头体外3MM,就不可继 续使用,需要及时刃磨。 3)、钻头尾部,也就是潜孔冲击器活塞打击的那个端面,打击深度超过1mm, 就需要更换新的钻头,因如继续使用会严重影响钻进效率。【技术干货】潜孔冲击器及钻头的维护与保养11、适时重磨可以增加麻花钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。 麻花钻头如何进行刃磨 “少磨”首先是“不磨”,拿到钻头匆匆即磨,肯定是盲目的磨。只有在刃磨前摆放好位置,才能为下一步的“磨好”打实基础,这一步相当重要。【麻花钻使用与保养】麻花钻操作方法是什么 如何保养6)刃磨时,由上向下或由下向上都可。 7)一面磨好后,翻转180磨另一面(磨法同上)。 83钻头修磨后的检测方法 在刃磨过程中主切削刃的锋角、后角和横刃斜角都是同时磨出的。 1)钻头刃磨后一般常用目测法进行检查。钻头修磨资料百度文库2025年1月1日 您在查找冲击钻钻头磨法吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。冲击钻钻头磨法 抖音2024年7月21日 测评歪头偏心钻头,能代替电锤打孔吗?, 视频播放量 19802、弹幕量 23、点赞数 276、投硬币枚数 5、收藏人数 43、转发人数 6, 视频作者 匠多多, 作者简介 互联网家居售后服务平台 覆盖全国3千多个 测评歪头偏心钻头,能代替电锤打孔吗?哔哩哔哩bilibili

钻头直径规格是多少 电钻钻头规格尺寸大全→MAIGOO知识
钻头适时重磨,可增加钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于02mm。重磨时要磨去025mm。普通的定柄钻头可重磨3次,铲形头的钻头可重磨2次。使用空心钻头钻孔时,希望切屑成碎屑或带状屑,以利于排屑。为便于加工和刃磨,前刀面必须设计为平面,且不开断屑槽。前刀面在使用中不需要重磨。后刀面是空心钻头最易重磨的面,也是磨损速度最快的面,因此空心钻头的刃磨是以刃磨后刀面来实现。空心钻头 百度百科偏心钻头是指钻头轴心线周围的钢体或胎体呈不对称分布,使钻头中心偏离轴心线的钻头。在复杂地层进行跟管钻进施工时,选择的钻进参数应以低转速、低给进压力、高上返风速为原则,施工操作过程中应根据所钻进地层中岩石的硬度、松散程度、含水量等因素控制钻进速度,当钻遇到特别 偏心钻头 百度百科2025年3月21日 以习惯手为支点,拿稳钻头,另一只手轻握钻尾;钻头切削刃口水平贴靠砂轮水平处外缘,切削刃与砂轮外缘线的角度约为60°或略小一些;钻头在顺时针方向旋转的同时钻尾向下压约10度角,进行刃磨;钻头一次旋转30度角或稍大一些,注意不要磨到另一切削十大麻花钻品牌麻花钻头哪个牌子好Maigoo品牌榜 买购网十字刃电锤冲击钻头圆头方头6 8 10 12 14 16厘mm混凝土打墙钻头 6厘*110mm长【圆头/ 圆柄】 500+条评论 东成合金钻头四坑方柄电锤冲击钻头穿墙冲击钻头钻混凝土水泥电锤钻头 14x150mm 500+条评论 14mm冲击钻价格及图片表 京东2024年7月5日 不过它俩都是用钻头尖部的刃 切削式钻孔,所以钻出来的孔边沿会有一丢丢崩瓷。但好处是它可以继续钻后面的墙,如果你用的是冲击钻,钻孔档钻瓷砖,钻透后调到冲击档就可以直接给墙开孔了,一气呵成。老师傅都是这 终于有人把钻墙讲清楚了! 什么值得买
可以普及一下电钻和各种钻头的种类和作用吗? 知乎
2、表面不怎么光滑,通常是金黄色,刃很锋利割手,这种叫麻花钻头 ,用来打金属,钻孔时注意控制转速,必要时淋水冷却,不能启用冲击功能 3、通常是银黑色、刃很锋利但比较薄,有的中间会有一个尖,这是木工钻头,用来钻木头,钻孔时注意排屑 2025年1月7日 1如开钻头排屑槽,或螺旋形或直槽形,此工步也包含周刃负倒棱;接着加工钻尖刃口,包括钻尖齿隙部分和钻尖后角部分;接着进行钻头周刃刃背部分加工,磨出一定的落差量,确保钻头周刃外径部分与工件孔壁接触面按一定比例控制 2针对钻尖刃口负倒棱的加工,分为数控磨床加工或者人工手动 不懂钻头,如何搞加工? 百家号麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻规格有哪些?麻花钻头规格怎么样?下面我们就一起来看看麻花钻头规格表。【麻花钻规格表】麻花钻头规格与尺寸 麻花钻头规格表 买购网2025年3月20日 网络不给力,请稍后重试百度安全验证2020年4月28日 这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。 钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。钻头种类介绍,知识点都在这了!等材料2020年7月13日 4、接下来磨钻头的刃口,开始前用金刚笔修一修砂轮面,这样钻头贴上去时不弹,很平稳,磨得效果更好。5、当两边的横刃磨 好以后,在有棱角的地方,把刃槽梳理一遍,因为用于定心的钻头尖不能过大。6、最后钻头两边要尽量磨得均匀一致 钻头怎么磨又快又耐用? 知乎

手把手教你磨出锋利的麻花钻!钻头砂轮刃磨刃口修磨
2021年2月1日 这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。3 刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。
矿山研磨制粉机械配
--穗华牌磨粉机
--桂林沙子价格
--商标纸磨粉机械广东
--伊敏露矿有碳酸钙粉碎机吗
--成都那里有出售矿用设备
--河南南召白垩环辊磨多少钱
--th煤粉炉
--混凝土振捣器功率
--陕西榆林溶渣加工粉磨设备
--方解石磨粉机石灰石F25X40
--矿石磨粉机btob平台石灰石碳酸钙磨粉机价格
--上海印染设备
--1吨煤产炉渣量
--方解石矿尾沙能做什么用
--立磨 煤粉塔
--145钙粉比例
--PFL系列立式工业矿石磨粉机
--官渡矿渣粉碎机
--探矿权和采矿权
--PCK系列硫酸钡石灰石碳酸钙磨粉机
--凹凸棒石制粉工艺工作原理
--辉绿岩粉体设备
--矿渣微分工艺流程图
--S石灰石粉,強度発現
--高岭土粉生产设备粉体设备
--硅灰石雷蒙砂粉立磨
--源头厂家重钙矿石
--磨机球径多大合适
--甘肃临泽腰泉铁锰矿开采单位
--